В отрасли производства ручных инструментов отделка поверхности влияет не только на внешний вид изделия, но и на долговечность износостойкости, защиту от коррозии, а также стабильность эксплуатационных характеристик. В условиях интенсивного использования — например, на промышленных объектах технического обслуживания, строительных площадках и в автосервисных мастерских — инструменты постоянно подвергаются воздействию трения, пота, загрязнений маслом, влажности и перепадов температур.
В таких эксплуатационных условиях традиционные жидкие лакокрасочные покрытия со временем могут отслаиваться, терять адгезию или подвергаться локальной коррозии. По мере того как производители всё больше внимания уделяют долговечности и стабильности качества продукции, порошковое покрытие становится широко применяемым решением для отделки поверхностей ручных инструментов.
По сравнению с традиционным окрашиванием на основе растворителей порошковое покрытие наносится в виде сухих порошковых частиц методом электростатического распыления с последующей термической полимеризацией для формирования сплошного защитного слоя на металлической поверхности.
Поскольку в этом процессе не используются жидкие растворители, толщину покрытия, как правило, можно контролировать более стабильно, что делает порошковое покрытие пригодным для промышленного массового производства.
Для ручных инструментов порошковое покрытие обеспечивает несколько технологических преимуществ.
Ручные инструменты обычно изготавливаются из углеродистой стали, нержавеющей стали или алюминиевых сплавов. После соответствующей предварительной обработки — такой как дробеструйная очистка, фосфатирование или обезжиривание — порошковое покрытие образует относительно стабильный адгезионный слой на металлической поверхности.
Типичные параметры процесса могут включать:
При контролируемых условиях производства порошковое покрытие помогает снизить неравномерность распределения покрытия по кромкам и углам, что особенно важно для таких изделий, как гаечные ключи, плоскогубцы и инструментальные ящики, подвергающиеся многократному физическому контакту и абразивному износу.
Многие ручные инструменты имеют канавки, изогнутые участки или многоугольные структуры. Электростатическое нанесение порошкового покрытия позволяет материалу равномернее покрывать сложные поверхности, снижая риск недостаточного покрытия в углублённых областях.
Для производителей, эксплуатирующих крупномасштабные производственные линии, стабильность покрытия имеет важное значение как для внешнего вида продукции, так и для контроля качества на последующих этапах сборки.
Различные условия эксплуатации зачастую требуют разных характеристик покрытия.
Промышленные среды обычно характеризуются загрязнением маслом, наличием металлических частиц и многократным механическим трением. В результате производители зачастую уделяют особое внимание:
Эпокси-полиэфирные гибридные порошковые покрытия часто применяются в этих областях для обеспечения баланса между механическими характеристиками и затратами на производство.
Инструменты, эксплуатируемые на открытом воздухе, должны выдерживать повышенную влажность, дождь и ультрафиолетовое излучение в течение длительного времени. В таких случаях системы покрытий, как правило, оцениваются по следующим критериям:
Для инструментов, используемых на открытом воздухе, чаще всего выбирают порошковые покрытия на основе полиэстера благодаря их относительно стабильной стойкости к ультрафиолетовому излучению.
Для инструментов, требующих более строгого контроля размеров, производители могут уделять повышенное внимание следующим параметрам:
Для этих изделий, как правило, требуются более строгие стандарты предварительной обработки и более точный контроль температуры отверждения в процессе производства.
Долгосрочные эксплуатационные характеристики порошкового покрытия зависят не только от самого порошкового материала, но и от стабильности всего производственного процесса.
Несколько факторов напрямую влияют на однородность и долговечность покрытия.
Остатки масла, оксидные слои или другие загрязнения на металлических поверхностях могут негативно повлиять на адгезию покрытия. Распространённые методы предварительной обработки включают:
Различные материалы основы, как правило, требуют разных подходов к предварительной обработке.
Недостаточная температура отверждения может привести к неполному образованию поперечных связей, тогда как чрезмерно высокая температура может повлиять на стабильность цвета или внешний вид поверхности.
По этой причине на промышленных производственных линиях обычно используются автоматизированные системы контроля температуры для поддержания стабильных условий отверждения внутри печи.
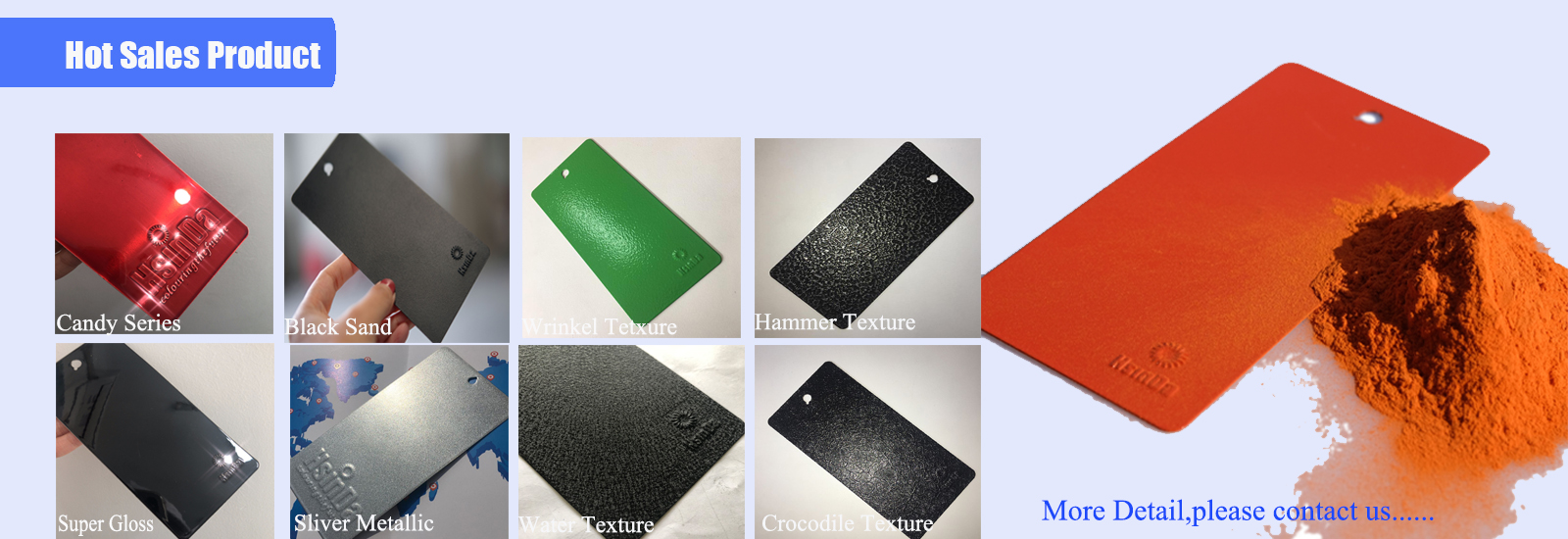
Различные порошковые системы разработаны для разных условий эксплуатации:
В индустрии ручных инструментов выбор покрытия, как правило, основывается на условиях эксплуатации, требованиях к изделию, бюджетных соображениях и ожидаемом качестве поверхности.
По мере того как в продукции ручных инструментов всё больше внимания уделяется долговечности и стабильности внешнего вида, порошковое покрытие перестаёт восприниматься исключительно как декоративный финишный процесс. Оно становится важным фактором, влияющим на срок службы изделия, стабильность производства и эксплуатационные характеристики в течение длительного времени.
При выборе решения по порошковому покрытию производители, как правило, оценивают следующие параметры:
Для ручных инструментов, подвергающихся частому контакту с руками и длительному использованию, стабильные процедуры предварительной обработки и правильный выбор порошковой системы зачастую важнее, чем простое стремление к высокоглянцевым покрытиям или снижению стоимости нанесения покрытия.
С точки зрения отрасли, порошковые покрытия, обеспечивающие баланс между долговечностью, стабильностью технологического процесса и соответствием экологическим требованиям, будут оставаться важным направлением в производстве ручных инструментов.
 Горячие новости
Горячие новости2026-06-29
2026-06-22
2026-05-28
2026-05-28
2026-04-17
2026-04-02